 合作伙伴
合作伙伴











影响金属蚀刻速率的因素
本文是耀达发精密为各位提供的关于影响金属蚀刻速率的技术资,欢迎大家审阅。
谈到金属蚀刻加的过程,其蚀刻速率就是一个非常受大家关注的问题,同时也会发现多种文献都多次讲到需要快的蚀刻速度。但金属蚀刻速率并不是越快越好,这要具体情况具体分析,这个具体情况就是对深度及蚀刻表面状态的要求,这个状态其实就是平滑度,在这两个要求中关键的是蚀刻深度的要求。对于一个需要进行金属蚀刻的产品,不管是要求深的蚀刻还是要求浅的蚀刻都有一个共同的准则,那就是深度的均匀性。
蚀刻深度的均匀性主要受4个方面的影响:材料、蚀刻溶液、蚀刻过程的物理参数和蚀刻时间。
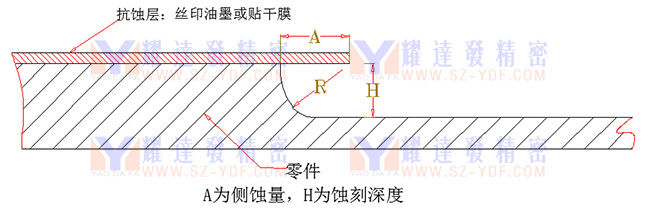
金属蚀刻加工速率和侧蚀量
耀达发精密关于金属蚀刻速率侧蚀量计算
在蚀刻加工中两个最关键同时也是最为重要的参数。
蚀刻速度决定了蚀刻加工周期的长短,蚀刻速度越快,蚀刻加工周期越短,生产效率越高,反之生产效率较低。但是,蚀刻速度也并非越快越好:
1、蚀刻速度越快,在单位时间内对金属的蚀刻量就越大,产热量增大,腐蚀液温度变化快,不利于蚀刻速度的恒定;
2、蚀刻速度太快,对于深度要求很精准的零件加工不易控制;
3、蚀刻速度越快,经蚀刻后的金属表面质量越低,明显影响蚀刻表面的平滑度和光泽度;
4、高的蚀刻速度往往都需要高浓度的腐蚀剂浓度、高腐蚀性的化学试剂、高的蚀刻温度等。这些因素一则使腐蚀剂成本增高,同时对抗蚀层的要求增高,成本增加。
再则,高浓度的腐蚀剂和高的蚀刻温度都会增加对环境的污染和对操作人员的危害。在实际应用中,对于那些蚀刻量较大的零件,可以采用“先快后慢”的方法进行。所谓“先快后慢”就是先用蚀刻速度较快的腐蚀液进行一次蚀刻,当蚀刻深度接近设计要求值后,再换用蚀刻速度较慢的腐蚀液进行精度蚀刻,这样做虽然增加了工序,但缩短了加工时间,同时又保证了蚀刻精度和表面光泽度。至于快速蚀刻时间的确定,需要根据零件加工要求而定,一般可以选择总蚀刻量的80%-90%为宜。
蚀刻加工时间的计算
在蚀刻工艺方法中,是把零件或已做过图文防蚀层的零件置放于腐蚀液中进行蚀刻,并一直蚀刻到金属厚度达到要求的或图文深度达到要求为止。在整个蚀刻过程中,存在三个可变因素,即:蚀刻深度、蚀刻速度和蚀刻时间。这三者的关系式如下:
V=h/t
式中:V为蚀刻的速度(mm/min),这里所指的化学蚀刻速度是指单面的蚀刻速度;h为蚀刻深圳(mm);t为蚀刻时间(min)
此式为计算蚀刻深度和蚀刻速度的基本公式。对于整体蚀刻或成型的化学蚀刻加工及镂空图文的蚀刻往往都是两个面同时进行。这种双面蚀刻加工的速度比只在一个面进行的蚀刻加工的速度快1倍,在金属材料一定的情况下,影响蚀刻加工速度的因素很多,其中最主要的是蚀刻剂的种类、浓度及蚀刻温度。如果蚀刻剂的浓度及蚀刻条件一定,材料的特性及热处理状态对蚀刻加工的速度同样有很大的影响。
当需要较深的蚀刻要求时,材料的因素并不重要(材质质量大差例外),同时为了生产效率的需要,要通过对蚀刻溶液浓度、配方组成的调整及蚀刻物理参数的调整来提高蚀刻速度,即便是这样也不需要“越快越好的蚀刻速度”。因为太快的速度会使溶液成分变化太快,会反过来影响到物理参数的控制难度,同时也会使被蚀刻的金属表面溶解速度不能一致,使蚀刻后的表面平滑度降低。对常用金属材料的蚀刻以现有技术水平完全可以做较高的蚀刻速度,可达0.1m/min以上,这么快的速度需要腐蚀能力更强的配方及更高的温度,为了维持溶液成分的相对稳定可以采用大体积或自动分析调整技术,但在这里就有一个可用于批量生产的防蚀层怎么制作的问题,本书中所讲的一定是批量生产而不是实验室的工作。
.jpg)
所以,快的蚀刻速度只是一个相对概念,是在容易控制的同时,防蚀层制作成本可接受、蚀刻深度均匀的前提下,快的蚀刻速度才是有意义的。
对于深度要求浅的蚀刻材料的表面状态及品粒组织就会对深度的均匀性产生影响,同时如果将蚀刻溶液及物理参数调到快的蚀刻速度,其均匀性将无法控。付于蚀刻深度超过毫米级的要求,其刻速度达到0.05mm/min时,在生产中会觉得太慢。如果对蚀刻深度要求在0.035m时,其蚀刻速度在0.01mm/mim时会觉得太快。因为金属蚀刻时并不是所想象的那样同时在整个金属表面展开。于材料表面的钝化等因素有些部位的金属蚀刻会有迟后效应,特别是对不锈钢的蚀刻这种现象更为明显。
影响蚀刻速度的另一个重要因素就是公差,速度越快对公差的精度控制就越困难。比如当一个要求公差为士0.00m的工件,在设计蚀刻工艺时需要确定其蚀刻速度,当然公差一定是和深度相对应的,蚀刻深度越大公差也越大,反之则越小。
综上所述,可以知道影响确定蚀刻速度的因素主要有蚀刻深度要求及公差要求。对于蚀刻深度大的工件可以设计成高蚀刻速度的工艺方案,当对公差要求高时可采用分次蚀刻的方法进行,即先采用高速度的蚀刻方法,当接近设计要求深度时采用低蚀刻速度的方法来保证公差。对于蚀刻深度浅、公差要求严的工件则应采用蚀刻速度较慢的工艺方法。
.jpg)
直线:刘先生135 3425 7051(同微信) 邮箱:ly@sz-ydf.com
QQ刘先生:252292527;阿里旺旺-刘先生 :xieliuliu
公司网址:www.sz-ydf.com
深圳产:线1::深圳市宝安区福永街道塘尾和沙路富民工业区B5栋1楼
深圳产线2:深圳市宝安区西乡街道金德路2号草围第二工业区双联精密J栋2楼




相关资讯
- 2022-11-07金属薄片可以蚀刻吗
- 2021-12-23不锈钢微孔加工方法
- 2021-09-09不锈钢1.6的孔径300长如何加工
- 2019-12-14什么工艺加工平面弹片不变形?
- 2019-08-21金属的各种表面处理介绍,五金行业表面处理尽在文中
- 2019-07-30哪里有精密掩膜板的加工厂?
- 2019-07-04医疗,机械,五金,模具等精密零配件行业应了解的不锈钢知识大全
- 2019-05-10直径小于0.5的孔有什么加工方法
- 2019-05-09如何加工不锈钢网孔
- 2019-05-09低于1mm的孔如何加工



