 合作伙伴
合作伙伴











不锈钢蚀刻侧蚀原因
为什么在不锈钢蚀刻过程中存在侧蚀?在不锈钢蚀刻中两个最关键同时也是最为重要的参数。蚀刻速度决定了蚀刻加工周期的长短,蚀刻速度越快,蚀刻加工周期越短,生产效率越高,反之生产效率较低。总体上来讲,五金蚀刻是金属蚀刻的统称,针对零件而言则称其为五金蚀刻。因为只是表面蚀刻,即都是从最初的表面开始接触药液。此时由于液性的关系,接触面从腐蚀的时间开始,就会向外围扩散,形成在侧壁的侧蚀。此时要掌握好蚀刻速度,蚀刻速度会影响产品的最终精度。但是,五金蚀刻速度也并非越快越好:
1、蚀刻速度越快,在单位时间内对金属的蚀刻量就越大,产热量增大,腐蚀液温度变化快,不利于蚀刻速度的恒定;
2、蚀刻速度太快,对于深度要求很精准的零件加工不易控制;
3、蚀刻速度越快,经蚀刻后的金属表面质量越低,明显影响蚀刻表面的平滑度和光泽度;
4、高的蚀刻速度往往都需要高浓度的腐蚀剂浓度、高腐蚀性的化学试剂、高的蚀刻温度等。这些因素一则使腐蚀剂成本增高,同时对抗蚀层的要求增高,成本增加。
再则,高浓度的腐蚀剂和高的蚀刻温度都会增加对环境的污染和对操作人员的危害。
在实际应用中,对于那些蚀刻量较大的零件,可以采用“先快后慢”的方法进行。所谓“先快后慢”就是先用蚀刻速度较快的腐蚀液进行一次蚀刻,当蚀刻深度接近设计要求值后,再换用蚀刻速度较慢的腐蚀液进行精度蚀刻,这样做虽然增加了工序,但缩短了加工时间,同时又保证了蚀刻精度和表面光泽度。至于快速蚀刻时间的确定,需要根据零件加工要求而定,一般可以选择总蚀刻量的80%-90%为宜。
蚀刻加工速度和侧蚀量
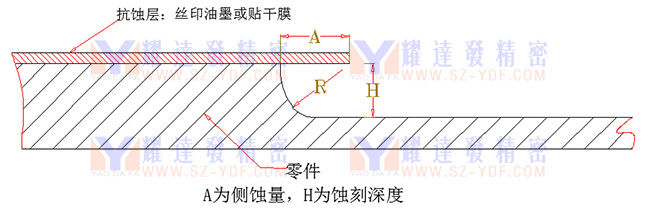
蚀刻加工侧蚀示意图
F=A/H
式中:A为侧蚀刻量(mm),H为蚀刻深度(mm);F为侧蚀刻率或腐蚀因素,用以表示不同条件下侧蚀刻量与蚀刻深度之间的关系。
以上有关圆弧R的大小受蚀刻深度,被蚀刻窗口的最小宽度与蚀刻深度的比值、蚀刻液的组成、蚀刻方法及材料种类等的影响较大。侧蚀刻的量决定了化学蚀刻的精度,侧蚀量越小,加工的精度越高,适用的范围就越宽,反之,加工的精度低,适用范围小。
侧蚀量的大小主要受不锈钢蚀刻金属材料的影响,在常用的几种金属材料中,以铜的侧蚀量最小,铝的侧蚀量最大。选择更为优越的蚀刻剂,虽然蚀刻的速度提高并不明显,但的确可改善金属蚀刻加工的侧蚀量。
.jpg)
直线:刘先生135 3425 7051(同微信) 邮箱:ly@sz-ydf.com
QQ刘先生:252292527;阿里旺旺-刘先生 :xieliuliu
公司网址:www.sz-ydf.com
深圳产线1:深圳市宝安区福永街道塘尾和沙路富民工业区B5栋1楼
深圳产线2:深圳市宝安区西乡街道金德路2号草围第二工业区双联精密J栋2楼




相关资讯
- 2022-11-07金属薄片可以蚀刻吗
- 2021-12-23不锈钢微孔加工方法
- 2021-09-09不锈钢1.6的孔径300长如何加工
- 2019-12-14什么工艺加工平面弹片不变形?
- 2019-08-21金属的各种表面处理介绍,五金行业表面处理尽在文中
- 2019-07-30哪里有精密掩膜板的加工厂?
- 2019-07-04医疗,机械,五金,模具等精密零配件行业应了解的不锈钢知识大全
- 2019-05-10直径小于0.5的孔有什么加工方法
- 2019-05-09如何加工不锈钢网孔
- 2019-05-09低于1mm的孔如何加工



