 合作伙伴
合作伙伴











金属蚀刻加工过程中要注意哪些问题
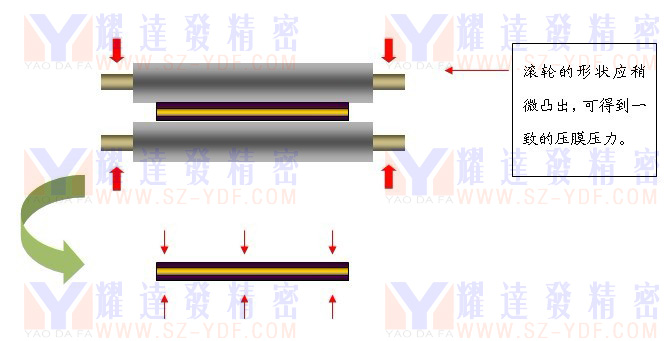
使胶辊与钢轮平行靠紧,并匀速向内旋转,油墨从胶管喷至钢轮上,均匀调节胶辊与钢辊之间的紧密度,就可以控制粘附在胶辊上的油墨厚度与均匀度;钢片由输送带往前匀速推进,与胶辊适当接触,胶辊上的油墨就均匀的转印到钢片表面上。 在蚀刻的防蚀层制作中涂装技术应用较多,常用的涂装方法有丝印法、浸涂法、喷涂法、电泳涂装等。涂覆的防蚀层表面应均匀完整、无砂眼、白点等,如发现防蚀层有上述质量缺陷,且这些缺陷又在图文线条附近,特别是精细图文线条,应退除防蚀层重新涂覆。工件上喷涂的感光油墨干燥后,在进行曝光之前要进行质量检查。检查项目包括油墨表面无划伤、气孔,油墨的均滚涂匀性等,如达不到这个要求应将整个板面的油墨退掉重新滚涂。
*光阻与钢片的附着力是靠光阻膜顺着钢片表面流动达成。
*加热可降低光阻的粘度并增加流动性,压力可将流动状态的光阻挤入钢片表面。根据实际的产品材质,厚薄以及图形的精密宽度确认采用干膜或湿膜丝印,针对不同的厚薄产品,在涂感光胶层时,要考虑到产品的图形需要的蚀刻加工的时间等因素,以便制得较厚或适用较薄的的感光胶层,这样才使得遮盖性能好,金属蚀刻加工出的图纹清晰度高。
滚涂原理
蚀刻加工速度和侧蚀量
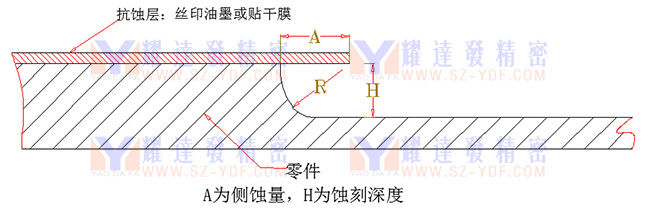
在蚀刻加工中两个最关键同时也是最为重要的参数。
蚀刻速度决定了蚀刻加工周期的长短,蚀刻速度越快,蚀刻加工周期越短,生产效率越高,反之生产效率较低。但是,蚀刻速度也并非越快越好:
1、蚀刻速度越快,在单位时间内对金属的蚀刻量就越大,产热量增大,腐蚀液温度变化快,不利于蚀刻速度的恒定;
2、蚀刻速度太快,对于深度要求很精准的零件加工不易控制;
3、蚀刻速度越快,经蚀刻后的金属表面质量越低,明显影响蚀刻表面的平滑度和光泽度;
4、高的蚀刻速度往往都需要高浓度的腐蚀剂浓度、高腐蚀性的化学试剂、高的蚀刻温度等。这些因素一则使腐蚀剂成本增高,同时对抗蚀层的要求增高,成本增加。
再则,高浓度的腐蚀剂和高的蚀刻温度都会增加对环境的污染和对操作人员的危害。在实际应用中,对于那些蚀刻量较大的零件,可以采用“先快后慢”的方法进行。所谓“先快后慢”就是先用蚀刻速度较快的腐蚀液进行一次蚀刻,当蚀刻深度接近设计要求值后,再换用蚀刻速度较慢的腐蚀液进行精度蚀刻,这样做虽然增加了工序,但缩短了加工时间,同时又保证了蚀刻精度和表面光泽度。至于快速蚀刻时间的确定,需要根据零件加工要求而定,一般可以选择总蚀刻量的80%-90%为宜。
蚀刻加工时间的计算
在蚀刻工艺方法中,是把零件或已做过图文防蚀层的零件置放于腐蚀液中进行蚀刻,并一直蚀刻到金属厚度达到要求的或图文深度达到要求为止。在整个蚀刻过程中,存在三个可变因素,即:蚀刻深度、蚀刻速度和蚀刻时间。这三者的关系式如下:
V=h/t
式中:V为蚀刻的速度(mm/min),这里所指的化学蚀刻速度是指单面的蚀刻速度;h为蚀刻深圳(mm);t为蚀刻时间(min)
此式为计算蚀刻深度和蚀刻速度的基本公式。对于整体蚀刻或成型的化学蚀刻加工及镂空图文的蚀刻往往都是两个面同时进行。这种双面蚀刻加工的速度比只在一个面进行的蚀刻加工的速度快1倍,在金属材料一定的情况下,影响蚀刻加工速度的因素很多,其中最主要的是蚀刻剂的种类、浓度及蚀刻温度。如果蚀刻剂的浓度及蚀刻条件一定,材料的特性及热处理状态对蚀刻加工的速度同样有很大的影响。
地址:深圳市宝安区福永街道塘尾和沙路富民工业区B5栋1楼(总部)
直线:刘先生135 3425 7051(同微信) 邮箱:ly@sz-ydf.com
QQ刘先生:252292527;阿里旺旺-刘先生 :xieliuliu
公司网址:www.sz-ydf.com
生产线地址:深圳市宝安区西乡街道金德路2号草围第二工业区双联精密J栋2楼(分部)




下一篇:精密机械零部件加工上一篇:金属蚀刻加工厂呈恶性竞争
相关资讯
- 2023-10-19中国大陆有助记词板生产工厂定制加工商么?
- 2021-07-01浅谈金属微槽加工方法
- 2020-09-15最新深圳海关下属各关区办公地点及联系方式
- 2020-08-27钛合金分类、牌号与应用
- 2020-02-12共抗疫情,耀达发精密在行动。
- 2019-06-13微孔采用什么加工方式?
- 2019-05-03蚀刻听筒网工厂
- 2019-04-30深圳精密零件
- 2019-04-07高精密蚀刻加工厂深圳哪里有?
- 2019-03-19换热器的工作原理



